XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.
![$this->product_detail['product_name']](/uploadfile/category/99773fe8081282b4baf3e9daad072524.jpg)

ACEY-PAL-ESS Automatic Battery PACK Assembly Line está diseñada para aplicaciones de almacenamiento de energía comercial e industrial, almacenamiento de energía residencial y almacenamiento de energía al aire libre. Compatible con celdas prismáticas de 50–314Ah, la línea cubre la carga y prueba automática de celdas, apilamiento de módulos, compresión y sujeción, detección de polaridad, soldadura automática de módulos y descarga de PACK, lo que permite una producción de PACK de baterías eficiente, estable y continua.
marca:
ACEYArtículo No.:
ACEY-PAL-ESSconformidad:
CE Certifiedgarantía:
One-year warranty with lifetime supportOrden (Moq) :
1pago:
T/Torigen del producto:
Chinatiempo de espera:
7-35 daysLínea de ensamblaje automática de paquetes de baterías de iones de litio para sistemas de almacenamiento de energía
Descripción del producto
La línea de ensamblaje automática de paquetes de baterías prismáticas ACEY-PAL-ESS está diseñada para la producción de módulos de baterías de litio prismáticas utilizando celdas de 50–314Ah. La línea combina pruebas automáticas, inspección CCD, limpieza láser, soldadura láser y transferencia por cinta transportadora con estaciones de ensamblaje manual flexibles.
Es adecuada para módulos de baterías 8S1P y 8S2P y puede personalizarse según las dimensiones de las celdas, la estructura del módulo, el diseño del busbar, la capacidad de producción y la disposición de la fábrica.
Aplicaciones
Esta línea de ensamblaje de paquetes de baterías prismáticas se puede utilizar para:

Información de celdas y paquetes
| Plano Batería Celdas Y Compatibilidad | ||||||
| Celda | Modelo | L (mm) | W (mm) | H (mm) | Peso (Kg) | Observación |
| Modelo | 314AH | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Modelo | 280AH | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Compatible | Compatible con celdas de baterías prismáticas de 50–314Ah | |||||
|
Compatible tamaño de batería paquete |
Dimensiones (longitud x ancho x altura) mm | Peso compatibilidad |
| 8S1P | Dimensión máxima compatible 1000X600mm | ≤500kg |
| 8S2P |
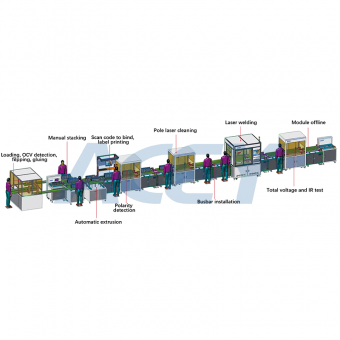
Proceso de producción
Carga manual de celdas → Pruebas automáticas de OCV y resistencia interna → Clasificación automática de celdas y rechazo de NG → Transferencia manual de celdas y apilamiento de módulos → Prensado automático de módulos e instalación manual de tira de acero o cinta PET → Detección de polaridad CCD → Direccionamiento de terminales y limpieza láser → Descarga de NG → Instalación manual de barras colectoras → Soldadura láser automática de barras colectoras → Limpieza e inspección manual posterior a la soldadura → Descarga del módulo de batería terminado
Nota: la parte amarilla es la estación de trabajo automática, y el resto es la estación de trabajo manual
Planificación de estaciones de trabajo

| Explicación detallada de los pasos del proceso | |
| 1 | Manualmente colocar el batería celdas en el alimentación puerto |
| 2 | Clasificación OCV Test/NG |
| 3 | La batería celda fluye los correspondientes parámetros en un canal |
| 4 | Manualmente colocar las batería celdas en el logística línea para apilamiento y agrupación |
| 5 | Batería módulo extrusión manguito acero tira |
| 6 | Detección de polaridad deteccióny limpieza láserestación de trabajo |
| 7 | estación de transferencia NG |
| Manual instalación de barra colectora | |
| 8 | Soldadura láser automática |
| 9 | Limpieza posterior a la soldadura manual |
| 10 | PACK fuera de línea |
Especificaciones de la línea de producción
| Tipo de celda | Celda de batería de litio prismática |
| Rango de capacidad de celda | 50–314Ah |
| Modelos de celda de referencia | 280Ah / 314Ah |
| Dimensiones de celda de referencia | 173.2 × 71.4 × 207.2 mm |
| Peso de celda de referencia | Aproximadamente 5.5 kg |
| Configuración del módulo | 8S1P / 8S2P |
| Dimensiones máximas del paquete | 1000 × 600 mm |
| Peso máximo del paquete | ≤500 kg |
| Capacidad de producción | 6–8 PPM |
| Rendimiento de primera pasada | ≥98% |
| Rendimiento final después de retrabajo | ≥99.5% |
| Tasa de fallo de máquina individual | ≤2% |
| Tasa de utilización de máquina individual | ≥98% |
| Tiempo de cambio de producción | ≤4 hours |
| Alimentación eléctrica | Trifásico de cinco hilos, 380V ±10%, 50Hz |
| Potencia total de línea | Aproximadamente 50 kW |
| Aire comprimido | 0.5–0.8 MPa |
| Capacidad de carga del suelo | ≥650 kg/m² |
| Temperatura de operación | 15–35°C |
| Humedad relativa | 40–85% RH |
| Huella de referencia de la línea | Approximately 18,800 × 3,570 mm |
| Altura de referencia del equipo | Approximately 2,560 mm |
Equipo principal
1. Estación de clasificación OCV
Las celdas de batería se colocan manualmente en el transportador de alimentación y se transfieren automáticamente a la posición de prueba. El sistema realiza pruebas de OCV y de resistencia interna antes de clasificar las celdas en los canales correspondientes.
Las celdas que no superan la prueba se transfieren automáticamente al área de búfer NG. Se activa una alarma cuando el búfer se llena.
Las principales funciones incluyen:

2. Apilado y prensadoEstación de trabajo
Después de que las celdas se apilan manualmente en el palé de utillaje, el módulo se transfiere a la estación de prensado.
El cilindro eléctrico aplica una presión controlada al módulo de batería. Tanto la fuerza de prensado como la distancia de recorrido pueden ajustarse según la estructura del módulo.
Las principales funciones incluyen:

3. Estación de detección de polaridad y limpieza láser
El módulo se transporta a la estación de trabajo mediante el sistema de transportador. Los sensores detectan y posicionan el palé entrante antes de que comience el proceso de inspección.
Un escáner de código de barras identifica el módulo, mientras que el pórtico de tres ejes mueve la cámara CCD y el cabezal de limpieza láser sobre cada terminal de celda.
Las principales funciones incluyen:

4. Estación de soldadura láser automática
El palé del módulo se posiciona automáticamente dentro de la estación de soldadura láser. El escáner de código de barras lee la información del módulo y el sistema de pórtico mueve la cámara y el galvanómetro de soldadura a cada posición de soldadura.
El sistema de medición de distancia ajusta automáticamente la distancia de trabajo, mientras que el sistema de visión identifica los puntos de referencia antes de la soldadura.
Las principales funciones incluyen:

Bandeja modular de utillaje de línea
La bandeja de utillaje transporta y posiciona el módulo de batería a lo largo de toda la línea de producción.
La bandeja puede personalizarse según el tamaño de la celda, la disposición del módulo y las dimensiones de la barra colectora.
1) La bandeja mide 1200 mm x 600 mm y es compatible con 280-320AH (2P8S);
2) Utiliza aislamiento de baquelita de 20 mm, lo que garantiza durabilidad y evita el desgaste de los tornillos durante el reemplazo del utillaje;
3) La placa de fijación de la barra colectora está diseñada con placa de fibra de vidrio, adaptada a las dimensiones de la barra colectora, garantizando que la barra colectora permanezca fija mientras se desplaza en la línea de producción. Esto permite una soldadura láser totalmente automatizada sin supervisión del operador.

1. Cada estación de trabajo está equipada con una pantalla táctil ESOP electrónica, compatible con papel A3 y A4 (orientación horizontal, ajustable).
2. Cada estación de trabajo está equipada con iluminación LED y un botón de interruptor independiente.
3. Toda la línea de transporte está equipada con un único armario de control eléctrico, accionado por un PLC y con pantalla táctil, lo que permite la selección manual de cualquier estación de trabajo.
4. La estructura de la línea de transporte es un sistema de circulación vertical, con dos unidades de accionamiento en cada nivel, todas equipadas con variadores de frecuencia y velocidades ajustables mediante la pantalla táctil.

Requisitos de instalación en fábrica
| N.º | Elementos | Parámetro |
| 1 | Potencia Suministro | Trifásico Fase Cinco Hilos 380V ± 10%, 50 Hz total Potencia De La Toda Línea Es Aproximadamente 50Kw |
| 2 | Gas Fuente | Comprimido Aire: 0.5-0.8Mpa (Cada 10 metros en la aire fuente interfaz) |
| 4 | Suelo portante Capacidad | ≥650kg/㎡; |
| 5 | Temperatura ambiental | Temperatura 15-35 ℃, Relativo Humedad 40% -85% R.H |
| 6 | Otro |
Hay Es No Severo Vibración Fuente, No Severo Polvo, Y No Corrosivo O Explosivos Gases En El Circundante Entorno. |
*¿Qué celdas de batería puede procesar esta línea de ensamblaje?
La línea de producción estándar es compatible con celdas de batería prismáticas de 50–314Ah. La configuración de referencia está diseñada alrededor de celdas de 280Ah y 314Ah.
*¿Es esta una línea de ensamblaje de paquetes de baterías totalmente automática?
Esta configuración combina estaciones de trabajo automáticas y manuales. Las pruebas OCV, la clasificación de celdas, la inspección CCD, la limpieza láser, el rechazo NG, la transferencia por transportador y la soldadura láser están automatizadas. La carga de celdas, el apilado, la instalación de barras colectoras y la descarga final se realizan manualmente.
El nivel de automatización puede mejorarse según los requisitos de producción.
*¿Qué configuraciones de módulo de batería son compatibles?
La línea de referencia admite módulos 8S1P y 8S2P. Otras configuraciones de módulos pueden desarrollarse ajustando las bandejas de herramientas, los dispositivos y los programas de control.
*¿Cómo se controla la precisión de la soldadura?
La estación de soldadura láser utiliza posicionamiento visual, identificación de códigos de barras, medición automática y movimiento de pórtico programable para localizar cada punto de soldadura antes de soldar.
*¿Se puede personalizar la línea para diferentes barras colectoras?
Sí. La placa de posicionamiento de barras colectoras, la trayectoria de soldadura, los parámetros del láser y los dispositivos de herramientas se pueden personalizar según las dimensiones de la barra colectora, el material y el diseño del módulo.
*¿Qué información se requiere para una solución personalizada?
Por favor, proporcione las dimensiones de las celdas, la capacidad de las celdas, la configuración del módulo, el dibujo de la barra colectora, la capacidad de producción requerida, el diseño de la fábrica y el nivel de automatización preferido.
Etiquetas relacionadas :
 máquinas de fabricación de baterías de iones de litio línea de paquetes de baterías cilíndricas
máquinas de fabricación de baterías de iones de litio línea de paquetes de baterías cilíndricas
Acey new energy can ofrece todos los equipos de ensamblaje de paquetes de baterías cilíndricas para la investigación y fabricación de baterías en el laboratorio.
 máquina pegadora automática de papel aislante para baterías de iones de litio celda cilíndrica
máquina pegadora automática de papel aislante para baterías de iones de litio celda cilíndrica
ACEY-BS01 es un equipo automático para pegar papel de cebada en pilas cilíndricas.
 clasificadora automática de baterías cilíndricas de 5 canales Para 18650 línea de paquete de batería
clasificadora automática de baterías cilíndricas de 5 canales Para 18650 línea de paquete de batería
ACEY-AS5S puede clasificar automáticamente las baterías de acuerdo con los requisitos especificados, y tiene las características de clasificación rápida y precisa.
 6 canales 18650 26650 32650 clasificadora clasificadora de baterías Para celda cilíndrica
6 canales 18650 26650 32650 clasificadora clasificadora de baterías Para celda cilíndrica
18650 / 26650 / 32650 / 21700 li-ion prueba de baterías & clasificación máquina.
 Clasificadora de baterías de 11 canales Para resistencia interna de la batería y Prueba de voltaje
Clasificadora de baterías de 11 canales Para resistencia interna de la batería y Prueba de voltaje
Este 18650 La clasificadora automática de baterías se utiliza para la línea de montaje de baterías cilíndricas.
 Multifunción 2 en 1 adhesivo de papel aislante Y clasificadoras Para conjunto de batería
Multifunción 2 en 1 adhesivo de papel aislante Y clasificadoras Para conjunto de batería
El cilíndrico 18650 La máquina clasificadora automática de etiquetas adhesivas de batería es un dispositivo de clasificación de prueba para verificar la resistencia interna y el voltaje de la batería cilíndrica después de la alfombra de superficie, y viene con un sistema de ensayo automático de tensión y resistencia interna.
 Soldadora por puntos eléctrica completamente automática de una cara Para soldadura de paquetes de baterías cilíndricas
Soldadora por puntos eléctrica completamente automática de una cara Para soldadura de paquetes de baterías cilíndricas
ACEY-S200B es adecuado para la soldadura por puntos y el montaje de baterías en fábrica para 14500 / 18650 / 21700 / 26650 / 32700 multiparalelo multiserie combinación.
 giratorio automático de un solo lado 18650 soldadora por puntos de la batería de litio
giratorio automático de un solo lado 18650 soldadora por puntos de la batería de litio
ACEY-S200C con función de rotación del cabezal de soldadura, es adecuado para la soldadura por puntos de baterías y el montaje en fábrica para 14500 / 18650 / 21700 / 26650 / 32700 multiparalelo multiserie combinación.
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Email : allen@xmacey.com
Tel : +8618950009155
Whatsapp : +8618950009155